診断事例
ロールの平行度診断
めっき(表面処理)の洗浄槽のロール設備
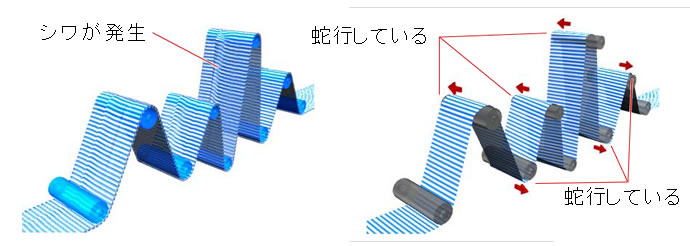
課題槽内で製品が蛇行?しかし狭所のため平行度測定が困難
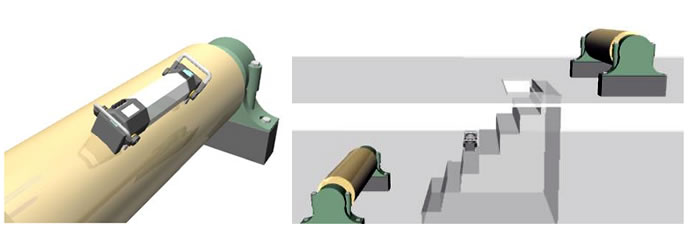
狭所で障害物もあるためピアノ線や下げ振りでは全ロールを測定することは不可能
金属薄板を生産しているお客様のめっき(表面処理)洗浄槽で、製品位置が安定しないという問題が発生しました。原因としてロール平行度のずれが疑われ平行度を測定しようとしたものの、この洗浄槽は非常に狭くて作業条件が悪く、測定が難しいという問題がありました。
下げ振りやピアノ線による平行度測定では、作業員が2名以上必要であり、ロールを測定する順番にも制約があります。のぞき込んだ姿勢で下げ振りとロールの隙間を金尺で測る必要があり、清掃用ハッチからしかアクセスできないロ―ルでの作業は困難を極めました。また、ピアノ線を張る際に障害になる構造物があるケースなどは、下げ振りを使って槽内のロールを基準に上のロールを測ることになります。
この作業はロールの奥の下げ振りを測定するため、狭さと作業のしにくさから精度が著しく落ち、信頼性の低さから測定結果が採用できなくなるものも出てきました。このように測定不能のロールが多く、蛇行の確証は得られませんでした。
槽内の狭い空間でロールと下げ振りの距離を測るのは、読み間違えなどの原因にもなります。ロールの奥の下げ振りの場合は、値の読み取りに鏡などを使用せざるを得ず、正確な測定は非常に困難でした。
 pagetop
pagetop対策狭所でも測定可能なパララインによる平行度測定を実施
狭所もOK!測定機器をロール表面で20度以上滑らせることができれば測定可能
平行度が測定不能だったため直接データで確認できてはいないものの、製品位置の状態から見て原因は槽内での蛇行以外に考えにくいという見方が強まりました。原因を特定し問題を解消するためには、正確にロールの平行度を測定する必要があります。改めて平行度測定の方法を探した結果、別ラインで実績のあったTTSのロール平行度診断 パララインを検討することになりました。作業員は2名。ロールを測定する順番は不問。測定するにはロール表面を20度以上滑らせることができれば良く、障害物があったり、作業スペースが狭かったりしても問題にならない点が決め手となり採用を決定しました。
効果中央付近のロールで直行芯の2~3mm/mのずれを発見
対象装置内の全ロールを計測完了しロール位置を修正した結果、製品位置は安定
パララインにより対象装置内のロール全てを計測した結果、中央付近のロールで2~3mm/mの直行芯のずれ(水平方向のずれ、平行ずれ)が確認できました。計測結果に基づいてロール平行度を修正し、試運転を行ったところ、製品位置が安定していることが確認できました。
測定機器をロール表面で20度滑らせるだけで測定でき、また、ロールを測定する順番も問わないため、測りやすい順番でロールを測定。効率よく作業を進められた結果、ピアノ線や下げ振りによる作業と比べて、二日かかっていた計測が一日で完了し作業時間が半分に短縮されました。
関連リンク
-
 診断サービス
診断サービス
-
 診断サービス
診断サービス
-
 診断サービス
診断サービス
-
 雑誌掲載記事
雑誌掲載記事