診断事例
ロールの平行度診断
ロールが上下に移動するルーパー(貯留パート(アキュームレーター))
目次
課題搬送中の薄板製品が蛇行するため生産と品質に深刻な問題が発生
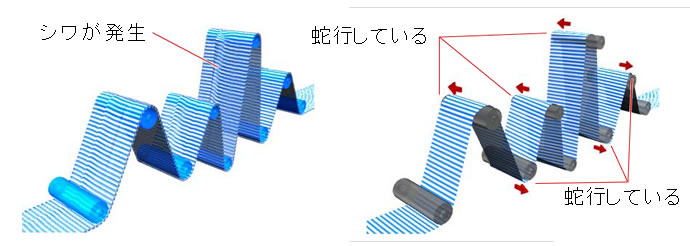
ロールが上下に移動するルーパー(貯留パート(アキュームレーター))内で蛇行が確認される
ある製鉄会社様では、薄板製造ラインの連続焼鈍工程で製品である鋼板がロール設備の正しい位置を通過しない「蛇行」が発生していました。鋼板が蛇行することによって品質と生産性の両面で深刻な影響が発生していました。
まず、品質について具体的には、蛇行することにより製品である薄板の横端(耳)がロールを支えるフレームに接触し、「形状不良」や「横端疵」と呼ばれる傷が発生していました。傷がついた部分は製品として使用できないため切断してトリミングする必要があるため、歩留まりが悪化してしまい、計画生産量とのギャップが生じます。これが大きな問題となっていました。さらに、端をカットするということは本来製作することができるはずの製品よりも狭幅の製品しか生産できないことを意味し、設備の本来の能力を最大限に発揮して幅広製品を生産するという経営戦略上重要な計画を達成できない状態となっていました。
生産性については、蛇行を抑制するために定常運転時でも鋼板の搬送速度を落として運転せざるを得ない状態で、生産効率が大幅に低下していたことが一つ、もう一つは、搬送中の鋼板を一時的に貯留するパートであるルーパーの貯留量が十分確保できずライン全体が緊急停止する恐れがあるという二つの大きな問題がありました。
蛇行の主要因と推定されていた搬送中の鋼板を貯留するパートであるルーパーでは貯留量を調整するために移動する可動側のロールの上下動に伴う鋼板の蛇行を避けるため、ルーパーの上下動の距離を本来の範囲の70%程度に制限せざるを得ませんでした。上下動を制限するとルーパーに貯留できる鋼板の量が十分ではない場合が生じます。
ルーパーで搬送中の鋼板を一時的に貯留する目的の一つに原料鋼板コイルの切り替え作業への対応があります。連続して焼鈍を実施するためには原料鋼板コイルの巻き数が尽きる前に次のコイルから原料鋼板を供給する必要があります。そのために新しいコイルの先端を搬送中の鋼板に溶接して繋ぐ作業が発生します。
溶接作業は一時的に搬送を止めないと実施できないため、その時間を確保するためにあらかじめルーパーに鋼板を貯留しておく必要があります。しかし、前述のように十分な貯留量が確保できていないタイミングで溶接作業でのミスが重なると、ラインを緊急停止する事態に発展してしまうという、極めて深刻な状態にありました。
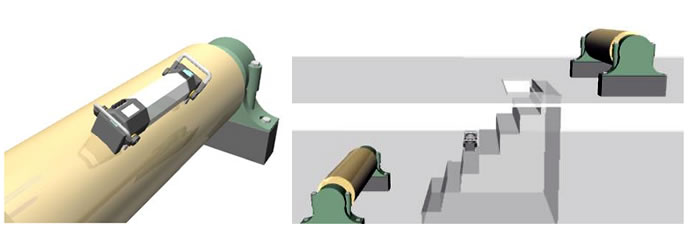
ルーパーの中で鋼板が蛇行していることが目撃されていたことから、蛇行の直接的な原因はルーパー特有の上下に移動する可動側のロールの平行度がずれているのではないかとの仮説が立てられました。移動するロールは取り付け方法や力のかかり方が固定されているロールとは異なるため、固定側のロールよりもずれが発生しやすいのではないかと考えられたためです。
 pagetop
pagetop対策ルーパーだけでなく焼鈍ライン全体のロール平行度を測定して原因分析
宇宙・航空工学技術を利用した「パラライン」を調査に導入
製品が蛇行する要因はいくつか考えられます。その中で焼鈍ラインのロールに関連する要因として大きな地位を占めるのは平行度を含むアライメントです。焼鈍ラインのアライメントを調査分析するため、基本となるロール平行度の測定に宇宙・航空工学技術を利用した「パラライン」を採用することしました。パララインの特徴は測定精度が高いことだけではなく、基準ロールから離れていても、また基準ロールと測定対象のロールの間に障害物があってもそれらの影響を受けることなく測定することができます。そのため、一部のロールの移動距離が大きいルーパー(アキュームレーター)を擁する焼鈍ラインの測定に非常に適しています。
効果製品蛇行の原因を突き止めるとともに対策を実施したことで安定した生産を実現
ルーパーのみならず圧延機全体にわたりロールの平行度に問題があったことが判明
ルーパー内の可動側のロールが主原因との仮説を立てていましたが「パラライン」による診断では予定していた時間内にそれ以外のロールも測定可能であることがわかったため、焼鈍ライン全体約60本のロールを測定しました。
その結果、ルーパー部だけでなく、原料鋼板を送り出すペイオフリールと呼ばれるロール、熱処理が終わった鋼板を巻き取るテンションリールと呼ばれるロール、そして各ロールに動力を伝えるブライドルロールなど、焼鈍ライン全体にわたって平行度がずれている個所が存在していることが判明しました。これは事前には想定してない状態でした。
つまり、鋼板の蛇行はルーパー内だけに原因があるのではなく、ライン全体のアライメント不良の複合的な影響で発生していたことを解明することができました。焼鈍ライン全体60本のロールを一気に測定することができたのは、同じ測定器を用いた同じ手順をあらゆるロールに対して区別なく適用でき、短時間で測定が可能な「パラライン」の強みが活かされた形だと言えます。
測定結果に基づいて各ロールのアライメントを正しい状態に修正しました。その結果、搬送中の鋼板が蛇行することはなくなりました。
蛇行が発生しないため、鋼板がロールを支えるフレームへ接触することがなくなり横端疵が発生しないため、横幅いっぱいを製品とすることができるようになり、歩留まりが向上しました。
また、搬送速度を低下させることなく運転できるようになったため、生産能力が完全に回復し、焼鈍ラインのスペックをもとに計画した生産計画を達成することができるようになりました。
さらに、蛇行の原因が解明され、対策が実施されたことによってルーパー内の可動側のロールの上下動範囲を100%にしても問題がないことが確認できたため、貯留パート(アキュームレーター)はバッファ能力をフルに活用できるようなり、溶接作業のタイトさが解消してライン全体が停止してしまうリスクを低減することができました。
鋼板の連続焼鈍工程に限らず、薄板や非鉄金属の連続冷間圧延工程、樹脂フイルムの延伸・展伸、塗工機など貯留パート(アキュームレーター・ルーパー)を持つ生産ラインは類似の問題を抱えている可能性があります。貯留パートだけが原因となっているケースもありますが、本事例のようにそれ以外のロールも含めた複合的な要因が蛇行にかかわっている可能性があります。
アキュームレーター・ルーパーの修正をいくらやっても蛇行が改善しないような設備は、もしかするとそれ以外の箇所にも原因が潜んでいるかもしれません。一度全てのロールの平行度を測定して確認してみてはいかがでしょうか。
関連リンク
-
 診断サービス
診断サービス
-
 診断サービス
診断サービス
-
 診断サービス
診断サービス
-
 雑誌掲載記事
雑誌掲載記事