診断サービス
ロールの平行度診断
ロール設備上の製品の蛇行・シワ解消にはロール平行度診断を
フイルム、不織布、金属箔製造設備など、シート状や糸状の生産物を連続して生産する設備の多くで使われているロール。近年、ロール設備は従来以上に精度の高い設備据付が要求されてきています。わずかな据え付けのエラーが、製品の品質に大きな影響を与えるからです。
ロール設備の場合、据え付け精度を確認するパラメーターの一つに、各ロールの平行度があり、垂直方向の平行度「レベル」と水平方向の平行度「ラインに対する直交・直角・平行」で判断します。これら平行度の悪さが、以下に挙げる問題の一因になると言われています。
製品が蛇行する
- 製品が蛇行するので運転速度を設計値通りに上げられない。
- 蛇行調整装置があるがその調整範囲を超えている。
- 巻き取りユニット関係の平行度が悪く、巻き取りがうまくいかない。
- スリッターで不良品が出やすくなる。
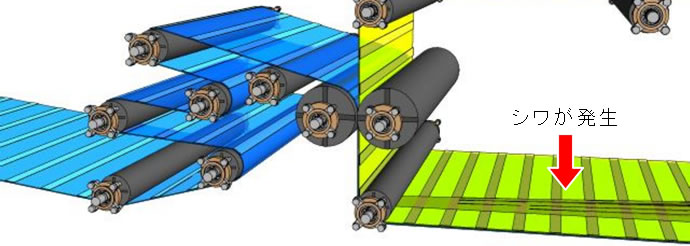
製品にシワや絞り・破れ(破断)が生じる
- シワや破れが大きく、1ロット分もの製品が不良品になる。
- 製品破断により、生産を一時停止して復旧しなければならない(生産機会損失)。
品質が低下する
- 生産物の厚みムラ、偏りなど、品質に影響が出る。
設備の寿命が低下する
- 設備や用具、ロールそのものの寿命に、ロール平行度が影響するというデータがある。
ロールの平行度を完全にするだけで、これらの問題点が全て解決されるとは限りませんが、平行度の修正によって問題が解消された事例は多く、数ある点検項目の中でも平行度の修正は優先度が高いと言えます。
 pagetop
pagetop従来のロール平行度診断技術とその問題点
従来のロールの平行度診断には、テープゲージ(メジャーテープ)や下げ振り、光学式機器としてセオドライト・トランシットまたはレーザー光線を使ったものなどが使われてきました。これら従来の方法では、ロール間の距離が離れたり、障害物が存在したりすると、高精度の診断結果は望めません。
例えば、異なるフロアにあるロールを診断する場合などは、干渉物の撤去・足場組みなどが必要になる上、基準点を移しながら診断するため、基準点を移す際にも誤差が生じる可能性がありました。
基準点を移す際に生じる誤差
パララインによる診断
関連リンク
-
 メンテナンスを学ぶ
メンテナンスを学ぶ
-
 雑誌掲載記事
雑誌掲載記事
-
 診断事例
診断事例
-
 診断事例
診断事例
メンテナンスを学ぶ
雑誌掲載記事
診断事例
診断事例