レーザー軸芯出し器ユーザーの方にアンケートを実施

レーザー軸芯出し器の実際の使い心地はいかがですか?
現場に必ずと言っていいほどあるファンやポンプなどの回転機。たくさんあるこれらの回転機のメンテナンスを皆様はどうされていますか?
レーザー軸芯出し器の「芯出し精度が高い」や「芯出し作業の効率が良い」といった特徴に興味はあっても、「使いこなすのが難しい?」「色々な回転機に使えるの?」などの疑問から、取っ付きにくい印象を持たれている方もまだまだ少なくないようです。
そこで、レーザー軸芯出し器を実際に使われているお客様を取材し、使ってみての率直な感想、実際に活用している状況などを聞かせていただきました。
Q : 導入した理由は何ですか?(複数回答)
最も多くの回答を集めたのは、「時間短縮」と「芯出し精度向上」でした。
このほか、「複雑な芯出し、中間軸の芯出しに使うため」という声も目立ちました。
| 1位 | 時間短縮のため | 22% |
|---|---|---|
| 1位 | 芯出し不良をなくすため(芯出し精度を上げるため) | 22% |
| 1位 | 既に導入済み、またはデモ機使用で評価が高かったため | 22% |
| 4位 | ベテラン技能者がいなくなる(なった)ため | 9% |
| 4位 | 面間が長い物、中間軸がある物も正確に測れるため | 9% |
| 6位 | メンテナンスコストの削減 | 5% |
| 6位 | 数値が出る点が良かったため | 5% |
| 6位 | 新技術として導入 |
5% |
Q : 導入前にダイヤルゲージで苦労していた点は何ですか?(複数回答)
最も多かった「芯出し不良」には「再芯出しによる生産損失」や「中間軸がある機械では冶具やダイヤルゲージのダレが出る」、「短時間で芯が狂う」などが含まれます。
また、次に多かった「技術の習得」では、「ベテランでないとできない」、「技術伝承に不安を感じる」、「修正量計算に経験が必要」などの声が聞かれました。
| 1位 | 芯出し不良 | 32% |
|---|---|---|
| 2位 | 技術の習得が必要 | 23% |
| 3位 | 作業時間が長くかかる | 16% |
| 4位 | 作業員の技術力が均一でない | 10% |
| 5位 | 数字を読み取るのが大変 | 6% |
| 5位 | 固定用マグネットがずれる | 6% |
| 7位 | 作業人員が多く必要 | 3% |
| 7位 | 作業途中のデータが残らない | 3% |
Q : 実際に使ってみて良かった点は何ですか?(複数回答)
「時間短縮」、「芯出し精度向上」が上位を占め、導入した目的に応えていることがわかります。
時間短縮では、実際に作業時間が概ね1/2から1/3に短縮されたようです。
「芯出し精度向上」という声の中には、「導入後の4年間、芯出し不良率がゼロになった」というご報告もありました。
| 1位 | 時間短縮 | 22% |
|---|---|---|
| 2位 | 芯出し精度向上 | 19% |
| 3位 | 数値的に出る | 12% |
| 4位 | 記録が残る、信頼性が高い | 10% |
| 5位 | 誰でも使える | 8% |
| 5位 | 画面が見やすい、使いやすい | 8% |
| 7位 | 中間軸があるものに有効 | 6% |
| 8位 | 複雑な芯出しも可能 | 4% |
| 9位 | 作業人員の減少 | 2% |
| 9位 | 面間・面開きの修正が簡単 | 2% |
| 9位 | 作業員による時間差が出にくい(工数計算しやすい) | 2% |
| 9位 | ダイヤル値へ変換できる | 2% |
| 9位 | 生産損失がなくなった | 2% |

Q : どのように活用していますか?(複数回答)
測定対象機器としては、「小型から大型まで全ての機器」への使用が、「中型・大型機のみ」を上回っています。0.75kWの小型機にも、冶具を工夫して使用されている例もありました。
「中間軸のあるもの、長軸のもの」、「重要機器」、「減速機が途中に入るような芯出しが複雑なもの」などの芯出しが難しい機器で多くご利用していただいていることも分りました。
また日常保全で毎日ご使用されているお客様もいらっしゃいました。
| 1位 | 小型から大型まで全ての機器 | 29% |
|---|---|---|
| 2位 | 中間軸のあるもの、長軸のもの | 29% |
| 3位 | 中・大型機のみ | 16% |
| 4位 | 重要機器 | 14% |
| 5位 | 芯出しが複雑なもの | 7% |
このほか、ご不満な点や今後希望されるサービスについてもお聞きしました。
ご不満な点としては「小型機に使えない」といった声が挙げられました。
小型機でご使用いただく場合は、オプションのマグネット・ブラケットや狭所用ブラケットをご用意いただくと、簡単に取り付けられます。小型機への設置でお困りの場合はご相談ください。

また、希望されるサービスとして一番多かったのは「講習会の希望」でした。これに関しては当社で定期的にレーザー式軸芯出しセミナーを開催しているほか、お客様の事業所で開催するセミナーについてもご相談を承っております。
導入済みのお客様、または導入をご検討中のお客様は、是非広くこれらの講習会をご利用ください。
レーザー軸芯出し器の2面検出測定原理
芯ずれの測定
レシーバーには2枚の検出面と傾斜計が内蔵されています。レーザーの光軸調整をした後、回転させると、ミスアライメントの存在によって、No.1検出面上の、レーザー座標が変化していくので、この変化量から芯ずれを求めることができます。実際の上下の芯ずれ量がY1の時、真上でレーザーをゼロに合せ、真下での座標値がY2になったとすると、Y2はY1の2倍で記録されます。
面開きの測定
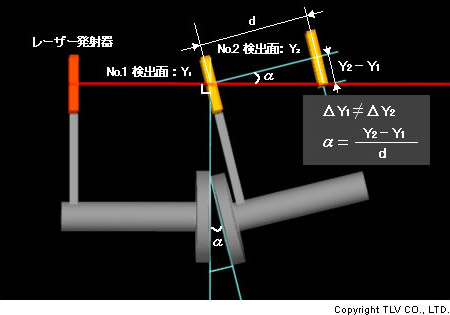
また面開き(α)は、軸の傾きに応じて2枚の検出面をレーザーが通過する高さが変わるので、この差から計算できます。
この測定方法の特長は、傾斜計が内蔵されているので、どの位置から、どの方向へでも軸を70°以上回転させることができれば、芯ずれと面開きを測定することができること。また軸の傾きを測定しているので、測定中に軸方向の移動が発生し、面間距離が変化しても、面開きの測定結果に影響を受けないことです。
次稿ではロータラインの本格的な活用に成功されたA石油化学会社様の、活用に至るまでの流れをご紹介致します。