冷却塔の軸芯出し

冷却塔の軸芯出しにおける問題点
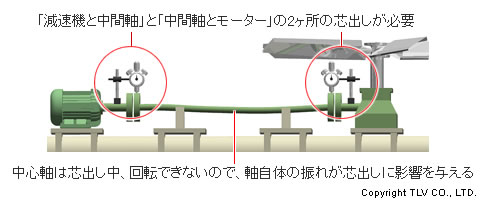
軸芯出しに時間がかかり、しかもなかなか精度が出せないものに冷却塔(クーリングタワー)があります。大型の冷却塔ではファンの減速機とファンスタックの外に設置されているモーターは数mの中間軸でつながれています。
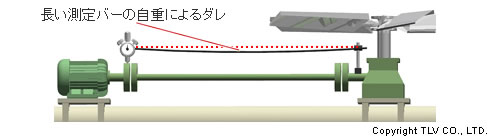
この減速機とモーターの各軸をダイヤルゲージで芯出しする際、ダイヤルゲージのダレと中間軸のたわみが正確な芯出しの阻害要因となります。軸間距離が長いからと言って、減速機からモーターに数mもの測定バーを延ばしても、長いバーの自重によりたわみが生じます。これではダレが大きすぎて測定値の再現性さえ得られません。
そこで通常は、まずはじめに減速機と中間軸を芯出しし、次に中間軸とモーターを芯出しする方法がとられます。
- まず減速機と中間軸間の芯出しは中間軸を2箇所の仮サポートで支えます。
- 減速機の軸にダイヤルゲージをつけ、片回しで芯出し測定し、中間軸を動かして調整します。
- 次に芯出しを完了した中間軸に対してモーターを芯出しします。
これにより極力ダレの影響を排除しようと言う訳です。しかしこの方法にはいくつかの問題点があります。
- 2箇所の芯出しを行うことになり時間がかかる。
- 芯出し中、中間軸は回転できないので、軸自体の振れやカップリング部の組立精度が芯出しに影響を与えてしまう。
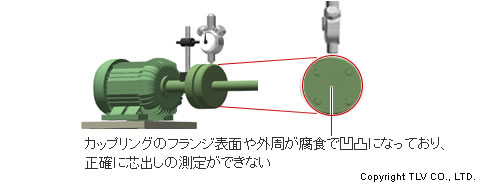
- カップリングのフランジ表面や外周が腐食で凹凸になっており、正確に測定ができない。
などです。
これ以外の方法として、中間軸をつなぎ、2箇所のカップリングの面開きを測定した後、モーター側で修正を行う方法がありますが、カップリングの直径が大きくなければ面開きの値(軸の傾)を精密に測定できないので、精度の高い軸芯出しが難しいという問題があります。
正確・精密な芯出しができていないと、冷却塔の構造上、大きな振動が発生しやすく、減速機歯車の故障原因になります。
レーザーを用いた冷却塔の軸芯出し
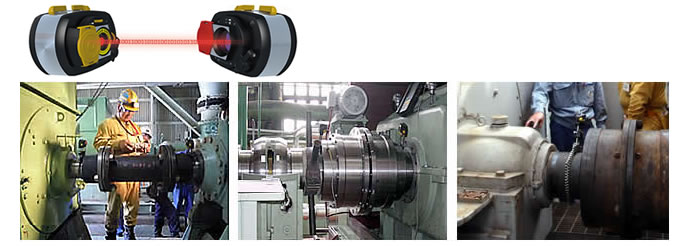
レーザーを使った芯出しは長い中間軸を持つ設備では圧倒的な威力を発揮します。測定に当たってはファンスタック部をレーザーが通過できるよう、中間軸の貫通部を10cm程広げます。
- 付属のブラケットを使用して、レーザーを減速機側のカップリングに設置します。
- レシーバーをモーター側のカップリングに設置します。中間軸はつないだままでかまいません。
- そして赤色のポイントとして可視化されているレーザーの位置を見ながら、ターゲットに向けてレーザーをセットします。
レシーバーとコンピューター間の信号のやりとりはブルートゥースを使った無線通信なので、コンピューターを手元に置きながら、レーザーの光軸調整を1人で短時間で行うことができます。
- 機械寸法を入力し、中間軸を1回転します。
これで測定は終了し、現在の芯出し状態と修正量および修正方向が直ちに示されます。
初めてレーザーで測定するとミスアライメントが予想以上に大きいことがよく見受けられます。このことは従来の方法では冷却塔の芯出しが難しいことを示しているといえます。
レーザーで芯出しを行う場合、ダレの問題を排除できること以外にもメリットがあります。70度の回転範囲で測定ができれば芯出し結果・修正量・修正方向が表示されます。また測定範囲を拡大できる機能もあります。冷却塔の上部で行う作業として湯気の影響も気になるところですが、測定中に湯気でレーザーが一時的に遮られても問題はありません。
冷却塔の軸芯出しの有効事例
冷却塔での芯出しをダイヤルゲージからレーザー軸芯出しに変更することで、実際に
- 機器破損の原因となった芯出し不良の精度を向上
- 振動値を48%低下
- 作業時間を従来の1日から4時間に短縮
という効果が上がった例を紹介いたします。
あるプラントで冷却塔の減速機の開放点検整備の後、ダイヤルゲージで芯出しが実施されました。試運転では振動が5.3mm/sとやや大きめであったものの、構造的に振動が出やすいと考えられたため、その場はOKとなりました。しかしその2ヵ月後にカップリングが破損してしまいました。
原因として芯出し精度が疑われたため、レーザー軸芯出し器を使用して芯出し作業を実施しました。 まず、レーザーによる現状の測定を行なった結果、減速機とモーターの芯出しは上下で0.97mmモーターが高く、0.13mmの面の開きがあることがわかりました。左右は同様に0.33mm、0.22mmでした。従来の芯出し作業では十分な精度が達成できていないことが確認されました。
ここからレーザーによる芯出しを行いましたが、これまで一日かかっていた芯出し作業は4時間で完了することができました。なおかつ肝心の振動値は、レーザー軸芯出し後は振動は2.8mm/sまで48%も低下させることができました。
その後、ほかの冷却塔を点検すると、ディスクにひび割れがあるものや、オイルシールからの油漏れを起こしているものが発見され、いずれも芯出し不良が原因として疑われました。このプラントでは設備全般の点検整備周期延長を進めており、冷却塔も対象となっています。そのため、芯出し精度の向上は信頼性アップに有効であると判断され、以後実施される全ての冷却塔点検時にレーザー軸芯出しを行うことになりました。