軸芯出し(シャフトアライメント)とは
軸芯出しの定義
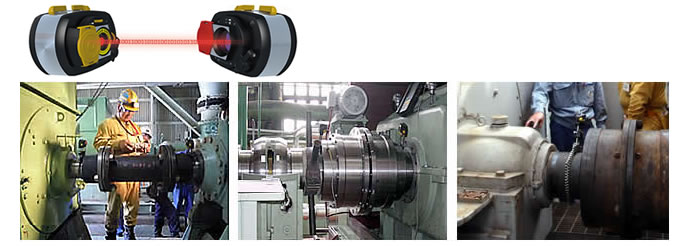
軸芯出し(シャフトアライメント)とは、モーターとポンプなど2つ以上の機器で、動力軸からもう一方の軸に動力を伝達するため軸同士を結合する際、それぞれの回転軸が運転状態で同一線上に位置するよう、位置を調整する作業のことです。
ダイヤルゲージやレーザー軸芯出し器などの 芯出し用のツールで回転軸のずれを測定し、ずれを修正するために機器を動かす量(修正量)を決め、上下・左右の角度・芯を合わせるように 機器を動かします。
芯出しの状態が悪いと、軸受けの寿命が短くなったり、設備の振動が大きくなったり、カップリングの破損に繋がったりするため、通常、3/100~5/100mm以内などのシビアな精度での芯出しが要求されます。
但し、中には例外もあります。例えばギアカップリングやカルダン軸など、いくつかの種類のカップリングでは、運転時に適切な潤滑状態を得るためなどの理由で、あえて決まった量のミスアライメント(芯ずれ)を必要とします。その場合は、所定のミスアライメントを加味した調整作業を行います。
軸芯出しにとって重要なポイントは何か、順番に見ていきましょう。
測定位置
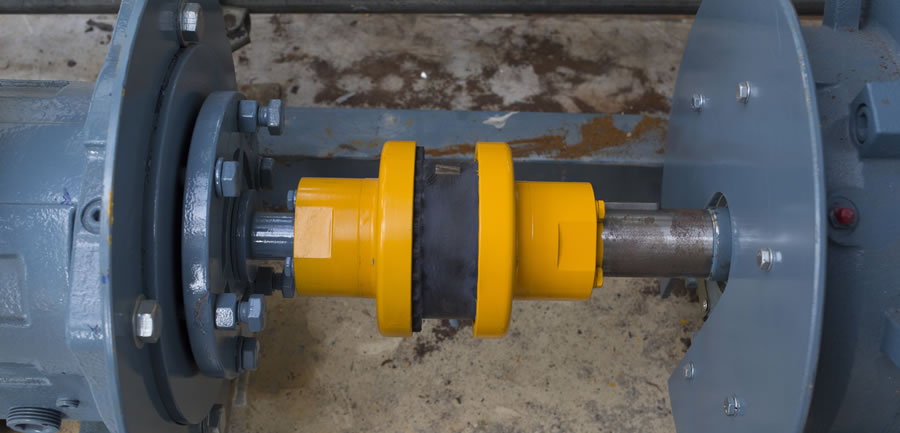
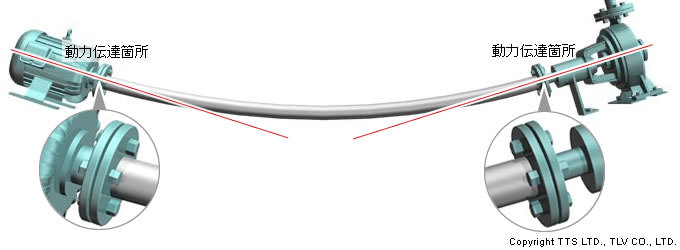
芯出しの測定に最適な位置は、動力軸からもう一方の軸に動力を伝達するための動力伝達箇所だけです。2つの設備が互いのカップリングで直接結合している場合は、結合部分に近い軸を測定します。
中間軸があるなど、 2つの設備が離れて設置されている場合は、動力伝達箇所は複数あるので、それぞれのカップリング付近の軸を測定します。
軸芯=カップリング芯ではない
カップリングで芯を出すこと=軸芯出しだと思っていませんか?それは正しいとは言えません。これを混同すると次のような問題が生じます。
ダイヤルゲージを用いた方法は、外周を計測してカップリングの中心を見出す作業です。しかし、カップリングの中心は必ずしも回転軸芯と一致するとは言えません。
まず、カップリングの役割は互いの軸同士の結合であるため、カップリング外周部の加工精度は重要視されていません。カップリングフランジのアンバランスによって回転に支障を来さない程度の精度があれば、十分機能を果たすからです。このため、生産コスト削減で、外周表面がラフな加工しかされていなかったり、または全く加工がされていなかったりする場合があります。
同様に、カップリングを軸へはめ込む際の精度も高いとは限らないため、ここでもずれが生じている可能性があります。従って、ダイヤルゲージの標準的な計測方法である、片方の軸のみを回転させて、もう一方のカップリング表面を測定する方法では、両方の軸の回転軸芯を特定したことにはなりません。
運転状態での芯出し
通常、軸芯出しは機器が冷えている状態で測定されます。しかし、冷間に測定された芯出し状態が、運転中も同じであるとは限りません。機械の運転中は、設備の熱膨張や配管からの応力、機械トルク、基礎の動きや軸受けの遊びなどいくつかの要因が影響し、芯出し状態が変化するからです。
運転状態での芯出しの値がゼロになるようにするには、運転状況に合わせた芯出しをする必要があります。具体的には、熱膨張率や脚の高さが実際に伸びる量、配管応力などを考慮し、冷間時と運転時の芯出しの差異を把握した上で冷間時の芯出しを行います。
測定の際には、軸を運転時と同じ回転方法に回転させて測定します。逆方向では芯出し状態が変わってくるためです。ほとんどのポンプ、ファン、モーターなどには、ケーシングの端に回転方向を示す矢印が付いています。
回転軸の撓み
全ての軸には自らの重みによる撓み(たわみ)があります。そのため、現実に存在する軸は真っすぐではありません。従って、2つの設備の回転軸の中心を一致させる芯出し作業では、軸の撓みを考慮しなければなりません。
機械の回転軸(シャフト)の撓み量は、軸の剛性やサポートの間に張り出した部分の重み、軸受の形状やサポート間の距離など、いくつかの要素によって決まります。中間軸の無い回転機の大半は、軸自体の撓みはごくわずかであるため、事実上は無視できます。
しかし、発電プラントのタービン発電機などのように、複数台の機械が連なって設置されている場合や、冷却塔のファンやガスタービンなどの長尺の中間軸では、芯出しの際に撓みの曲線を考慮しなければなりません。

例えば、蒸気タービンのカップリング部分では、回転軸は大抵互いに1/100mm以下に芯出しされていますが、中間点の回転軸の中心は両端よりも30mmも下がっている場合があります。撓んだ軸の芯出しをする方法は、軸が回転したときにその撓みがどう変化するかによって異なります。
回転時の撓みの変化
例えば、非常に長いフレキシブルシャフトが回転する時には、軸の撓みは真っすぐになろうとしますが、完全な直線になることはありません。多くの回転軸は、程度の差はあってもフレキシブルシャフトのような湾曲した状態で運転しています。
軸の撓みの状態は回転速度によっても変わってきます。それぞれの回転軸には、特定の速度(回転数)で運転すると激しい振動(共振)が発生し、故障にも繋がりかねない「危険速度」と呼ばれる値が存在します。危険速度よりも遅いまたは速い運転では、共振は起こらず危険もありません。
この危険速度よりも回転速度が速いか遅いかによって、軸の撓みの状態は大きく異なります。
危険速度以下で運転する場合
危険速度以下で運転される回転軸の多くは、運転時も撓んだ状態のままです。この場合は、撓みに沿って芯出しの調整をします。
1つまたはそれ以上の回転軸が撓みに沿って回転している場合には、設備同士の芯を直接合わせるのではなく、動力伝達箇所であるカップリング付近で回転軸芯が一致するように、軸の曲がりに沿って設備を据え付けます。

危険速度以上で運転する場合
危険速度以上で運転される回転軸の多くは、停止時の撓んだ状態とは異なり、運転時にはピンと張った状態になります。
この場合は、レーザー軸芯出し器などを使い、撓んだ軸を無視して設備同士を直接芯出しし、運転時に設備・中間軸が一直線になるように芯出しの調整を行います。